前言
浆料涂覆是继制备浆料完成后的下一道工序,此工序主要目的是将稳定性好、粘度好、流动性好的浆料均匀地涂覆在正负极集流体上。极片涂布对锂电池电池的容量、一致性、安全性等的具有重要的意义。据不完全统计:因极片涂布工艺引起的电池失效占全部原因引起的锂电池失效的比例占10%-15%。 (来源 :电池涂覆与粘接
涂布工艺对锂电池性能的影响
涂布方式的选择和控制参数对锂离子电池性能的一致性至关重要,涂布中需要把控关键因素有以下几类:
1)涂布干燥温度控制:若涂布时干燥温度过低,则不能保证极片完全干燥,若温度过高,则可能因为极片内部的有机溶剂蒸发太快,极片表面涂层出现龟裂、脱落等现象;
2)涂布面密度:若涂布面密度太小,则电池容量可能达不到标称容量,若涂布面密度太大,则容易造成配料浪费,严重时如果出现正极容量过量,由于锂的析出形成锂枝晶刺穿电池隔膜发生短路,引发安全隐患;
3)涂布尺寸大小:涂布尺寸过小或者过大可能导致电池内部正极不能完全被负极包住,在充电过程中,锂离子从正极嵌出来,移动到没有被负极完全包住的电解液中,正极实际容量不能高效发挥,严重的时候,在电池内部会形成锂枝晶,容易刺穿隔膜导致电池内部电路;
4)涂布厚度:涂布厚度太薄或者太厚会对后续的极片轧制工艺产生影响,不能保证电池极片的性能一致性。
另外极片涂布对电池的安全性有重要意义。涂布之前要做好5S工作,确保涂布过程中没有颗粒、杂物、粉尘等混入极片中,如果混入杂物会引起电池内部微短路,严重时导致电池起火爆炸。
造成涂布面密度不稳定、波动的主要原因
一. 涂布材料
1. 浆料问题
1) 混合不均匀:浆料混合不充分会导致活性材料、粘合剂和导电添加剂分散不均匀,从而导致浆料不同位置的固含不一致,最终导致涂布面密度的变化。
2) 团聚和沉降:如果活性材料颗粒不能稳定悬浮在浆料中,就可能会发生沉降或团聚,导致涂布过程中材料分布不均匀。
3) 粘度或成分变化:随着时间的推移,由于溶剂蒸发或与空气反应,浆料的成分会发生变化,导致其粘度或成分发生变化,从而直接影响涂层质量。
2. 基材问题
粗糙度和厚度变化:涂布基材表面粗糙度和厚度的变化会导致涂层不均匀,从而影响电极质量的均匀性。
二. 涂布设备
1.设备老旧:涂布机设备老旧是导致涂布面密度波动的原因之一。如果设备老旧,就会导致涂布机的性能下降,从而影响涂布质量。
2. 设备维护不足:涂布设备维护不足导致的机械部件磨损或损坏也会造成涂布质量差的问题

三. 涂布工艺
1. 干燥不均匀:如果烘箱中的干燥温度或气流不均匀,可能会导致溶剂蒸发不均匀。这会导致材料的重新分布,最终影响涂布面密度的变化。
2. 涂布速度波动:涂布过程中涂布速度的变化会导致浆料沉积不一致,从而导致质量负载差异。
3. 箔材起皱或拉伸:如果箔材在涂层过程中起皱或拉伸,它会产生有的区域浆料涂得多而有的区域浆料涂得少,从而导致面密度波动。
4. 箔材张力变化:施加在箔材上的张力波动会导致涂层的厚度和均匀性发生变化,从而影响到面密度的稳定性。
5. 出料口堵塞:涂布设备的出料口被部分堵塞导致涂布不均匀,从而产生面密度波动。
四. 涂布环境
1. 温度波动:环境温度的变化会影响浆料粘度、干燥速率和溶剂蒸发,从而导致涂布厚度的变化。
2. 湿度变化:湿度过高或波动会影响干燥过程,特别是溶剂蒸发速率,导致涂布面密度不均匀。
五. 涂布过程监控与调整
1. 缺乏实时监控:如果没有在线测量系统,难以及时检测和纠正出现的涂布不一致问题。
2.人为因素干扰:与自动化系统相比,手动调控涂布间隙、浆料进料速率或干燥温度等参数可能会引入人为因素的干扰从而导致涂布面密度波动。
Elon Reeve Musk第一性原理实践在干法涂布却遇到巨大挑战
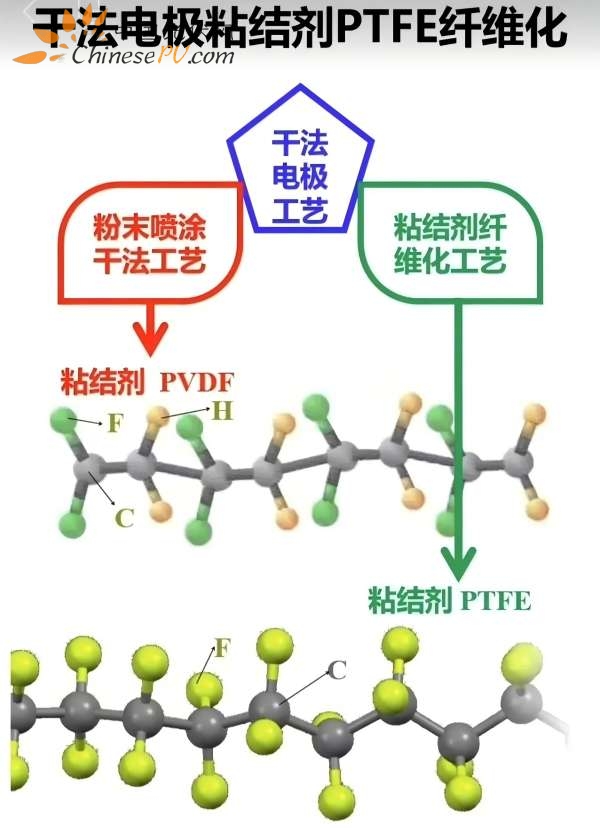
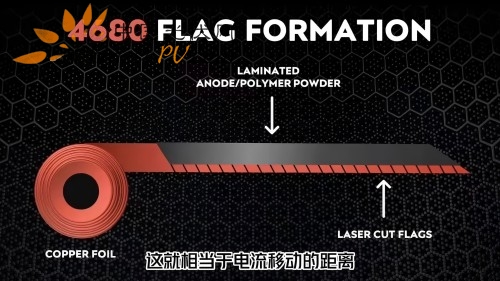
干电极技术去除溶剂,简化涂布工艺。涂布工序即通过涂布机,将浆料均匀涂布在导流体金属箔材正反面,使得正极浆料涂覆于铝箔,负极浆料涂覆于铜箔。涂布方式的选择和参数的控制(干燥温度、厚度、面密度、尺寸等)将影响到电芯的容量、一致性及安全性。Maxwell的干电极工艺则采用PTFE粘结剂(质量占比5%-8%)与电极粉末混合,通过挤出机形成电极薄膜,随后利用压延机热压成型,省去溶剂、简化工序(涂布、烘干等)。不需要湿法溶剂回收步骤与装置。湿法用NMP(N-甲基吡咯烷酮)溶剂,该溶剂有毒,对环境不友好,需要对其进行回收,碳排放量大。
马斯克第一性原理是指埃隆·马斯克所推崇和应用的第一性原理思考方式。这种思考方式要求从最基本的原理出发,通过逻辑推理找出问题的本质和解决方案,而不是依赖于类比或以往的经验。
马斯克将第一性原理应用于多个领域,例如:在SpaceX中,他通过从头开始重新思考火箭设计,开发了可重复使用的火箭,大大降低了太空探索的成本。
干法涂布也是第一性原理的实践,但是2019年到现在,也还没有大的突破。2019年2月5日,特斯拉以2.18亿美元溢价55%收购Maxwell。特斯拉收购Maxwell的一项重要技术理由就是“干法电极技术”,Maxwell的干法电极技术更适应于锂电池的负极制造,这也是特斯拉4680电池为什么没有在正极使用干法技术原因之一。


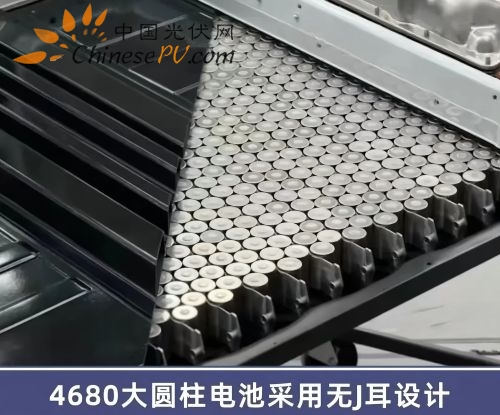




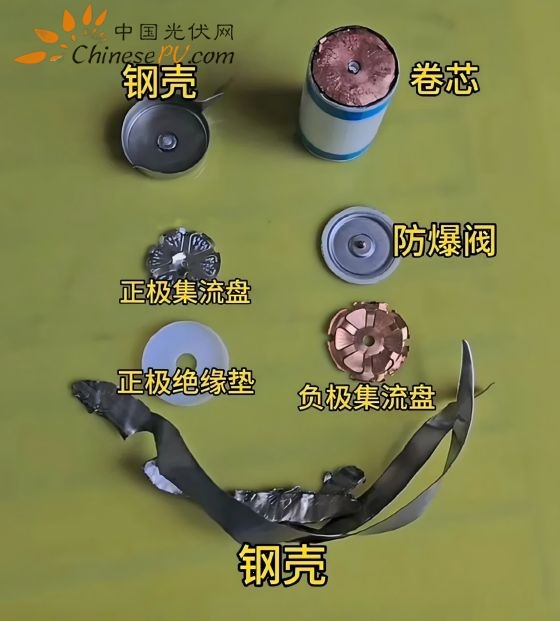
全极耳技术的优势
- 提升输出功率
全极耳设计使得电流通路变宽,内阻减少,内部损耗降低,从而大幅提升了电池功率。
- 提升安全性
全极耳结构改善了散热效果,增强了电池的热稳定性。
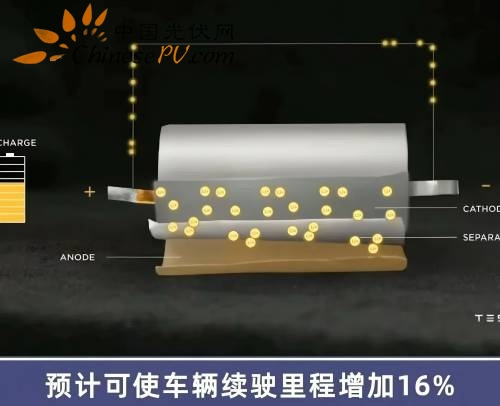
- 快充性能提升
由于电流在电池内部更容易移动,充放电速度更快。
提高生产效率
消除了生产线添加极耳的流程和时间,节省设备空间,减少制造缺陷的可能性。

发表评论 取消回复